加工中心
本公司拥有四台原装进口的日本三菱产的M-V4Cn的加工中心,能承接各类车、铣、削、钻等加工,加工精度高、效率高。

| 项 目 | 移动量 | |
| X轴移动量 | X轴移动量 | 560mm |
| 从主轴开始的移动距离 | ±280mm | |
| Y轴移动量 | Y轴移动量 | 410mm |
| 从主轴开始的移动距离 | ±205mm | |
| Z轴移动量 | Z轴移动量 | 460mm |
| 从主轴端面至台面上面的移动距离 | 150~610mm | |
热处理

日本进口真空热处理炉
简介:
真空淬火炉未无氧化处理,无渗碳脱碳,是真空氛围,安全无公害,全电脑控制,组织和硬度均匀及重复性好,能满足各类钢材的热处理要求。本炉的最大特征是可以淬火开始至回火结束,被处理物不用移动,可自动运转实施连续处理。

日本不二越株式会社制的气体氛围淬火炉
简介:
气体氛围淬火炉为无氧化处理,无渗碳·脱碳,是中性气体氛围,安全、无公害;全电脑控制,组织和硬度均匀及重复性好,能满足各类钢材的淬火要求。

日本不二越株式会社制的回火炉
简介:
回火炉适用于经淬火后的各种钢材,炉内设置反射板,使整流和风速均一化,能防止辐射影响,炉内温度分布均匀,全电脑控制,组织和硬度均匀且重复性好。
热处理后产品的品质特性
本公司的淬、回火炉能进行各种钢材的热处理,以高速钢(W6Mo5Cr4V2)为例,淬、回火后的产品品质特性如下图所示:
淬火

硬度HRC64以上
回火
硬度HRC61~65
氮化处理

日本TECHNO株式会社制的气体浸硫氮化炉
简介:
由NM气体(H2S等)使氮化前产品的表面呈现活性化,在氮化处理的同时,使硫化物在产品表面扩散。通过使产品最表面生成硫黄化合物(硫化鉄),提高初期的适应性及摩耗特性(通过固体润滑作用)。全电脑控制,组织、硬度和氮化层均匀且重复性好。
气体浸硫氮化的特征与优点
气体浸硫氮化(Multinite)使用原料是N2、NH3及NM气体,氮化温度在400~620℃,处理时间在3~5小时。
使用气体浸硫氮化有如下优点:耐磨性、耐烧性、耐咬合性、疲劳强度、耐蚀性、制振性良好。
产品断面的评价(SKH51材+高温浸硫氮化)
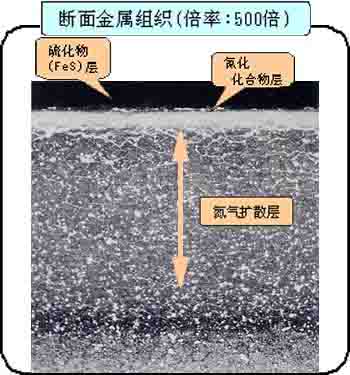
氮化层的深度
| 位置 | 化合物层 | 扩散层 |
| 测定值(μm) | 12.0 | 140.0 |
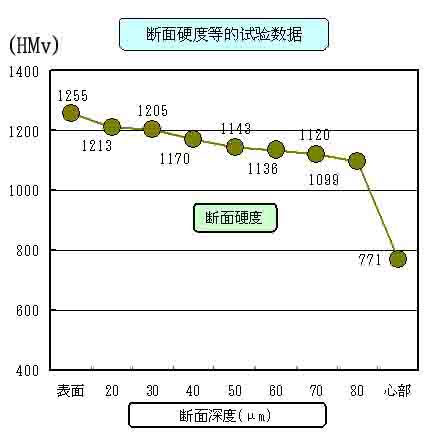
断面硬度(HMv-100g)
| 测定位置 (μm) | 表面 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 心部 |
| 硬度(HMv) | 1255 | 1213 | 1205 | 1170 | 1143 | 1136 | 1120 | 1099 | 771 |
结果:①化合物层有12μm左右,比预测(SUS材)厚。
②由表层至80μm深度,还有1,000HMv的硬度。
检测设备
本公司拥有表面镜面磨光机、金属显微镜、洛氏硬度计、维氏硬度计 (照片如下)等热处理后品质确认用的全套的进口检测设备,检测手段齐全。 能清晰地观察到组织、精确地测量出产品表面硬度。
洛氏硬度计

金属显微镜

维氏硬度计

表面镜面磨光计
